前回、ミニパネルソーの試作を行ったところ、
丸鋸本体の設計に不具合があり、昇降機構に問題が生じました。

そこで今回は、丸鋸本体の設計を練り直した上で製作します。
また、「アルミプーリーによる変速機構」を導入することで、
◎ プーリーによる変速 ⇒ 出力を上げつつ、鋸刃の回転数を抑える
◎ 鋸刃軸をより天板側に配置できる ⇒ 切断できる厚みが増える
といった効果を狙います。
それでは、実際に製作を行っていきます。
なお、本記事で行う工程は以下の通りです。
丸鋸本体の作製 : 組立
まずは、丸鋸本体となる部分を作製します。
[使用する材]
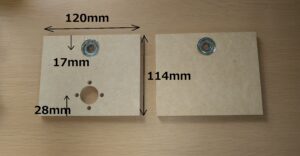
① MDF9mm : 「114mm × 140mm」 2枚
② ベアリング : 「内径10mm × 外径26mm」 2個
③ MDF9mm : 「114mm × 30mm」 2枚
④ MDF9mm : 「95mm × 60mm」 2枚
⑤ MDF9mm : 「120mm × 140mm」 1枚
まずは、材①にそれぞれ穴をあけ、
接着剤でベアリングを固定します(下画像)。
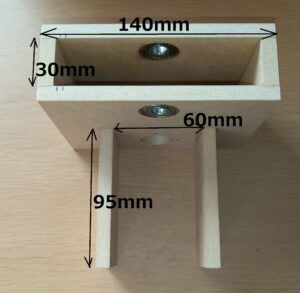
続いて、①③④の材を接着剤で固定します(下画像)。
最後に、⑤の材に穴あけ加工を施して、
接着剤で固定します(下画像)。
丸鋸本体の作製 :変速機構の導入
続いて、変速機構の導入を行います。
[使用する材]
⑥ スピンドルモーター : 「200W」 1基
⑦ アルミプーリー : 「外径20mm, 30mm, 溝6mm」 各1個
⑧ ポリウレタンベルト : 「直径5mm, 205mm」 1本
⑨ ボルトM10 : 「長さ70mm」 1本
⑩ セットカラー : 「内径10mm」 2個
⑪ MDF5.5mm : 「8cm × 6cm」 1枚
今回のポリウレタンベルトは、「205mm」に切り取り、溶着しました。
(※強度確保のため、さらに一晩寝かしておきます。)
ベルトの溶着が完了したら、組み立てに移ります。
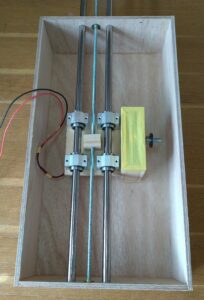
まずは、「モーター」と「アルミプーリー20mm」を取り付けます。
そして、ベアリングにシャフト(ボルトM10)とセットカラーを通し、
「アルミプーリー30mm」にポリウレタンベルトを掛けます(下画像)。

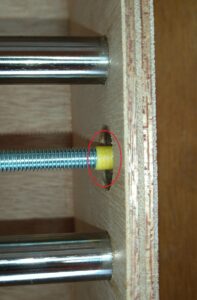
続いて、「シャフト / ベアリングの内輪」の間を接着剤で固定します(下画像赤枠)。
これによって、わずかな隙間によるガタをなくします。

仕上げに、モーターの電線が出ている面に材⑪をビスで固定し(下画像)、
板の無い空間にはマスキングテープなどで防塵加工しておきます。

ミニパネルソー : 筐体の作製
次は、ミニパネルソーの筐体を作製します。
[使用する材]
⑫ ベニヤ9mm : 「300mm × 600mm」 1枚
⑬ ベニヤ9mm : 「13cm × 600mm」 2枚
⑭ ベニヤ9mm : 「300mm × 実寸合わせ」 2枚
⑮ ベアリング : 「内径8mm × 外径22mm」 2個
まずは、基板⑫の横側に⑬の材を1枚接着し(下画像赤枠部分)、
基板からの高さ(青矢印)を測り、材⑭を切り取ります。

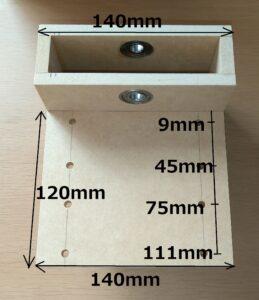
材⑭に穴あけ加工を施し(下画像)、ベアリングを接着剤で固定した後、
基板に接着します(上画像)。
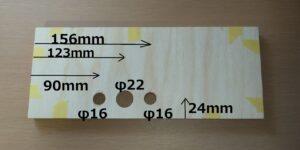
最後に、筐体の壁にもう一枚の材⑭をビスで固定します(上画像)。
スライド(昇降)機構の導入
ここからは、鋸刃のスライドに関する加工を行っていきます。
[使用する材]
⑯ ステンレスパイプ : 「φ16, 91cm」 2本
⑰ リニアブッシュ : 「φ16」 4個
⑱ 長ねじ : 「M8, 91cm」 1本
⑲ MDF片 : 「30mm × 35mm」 1個
⑳ 鬼目ナット : 「M8」 1個
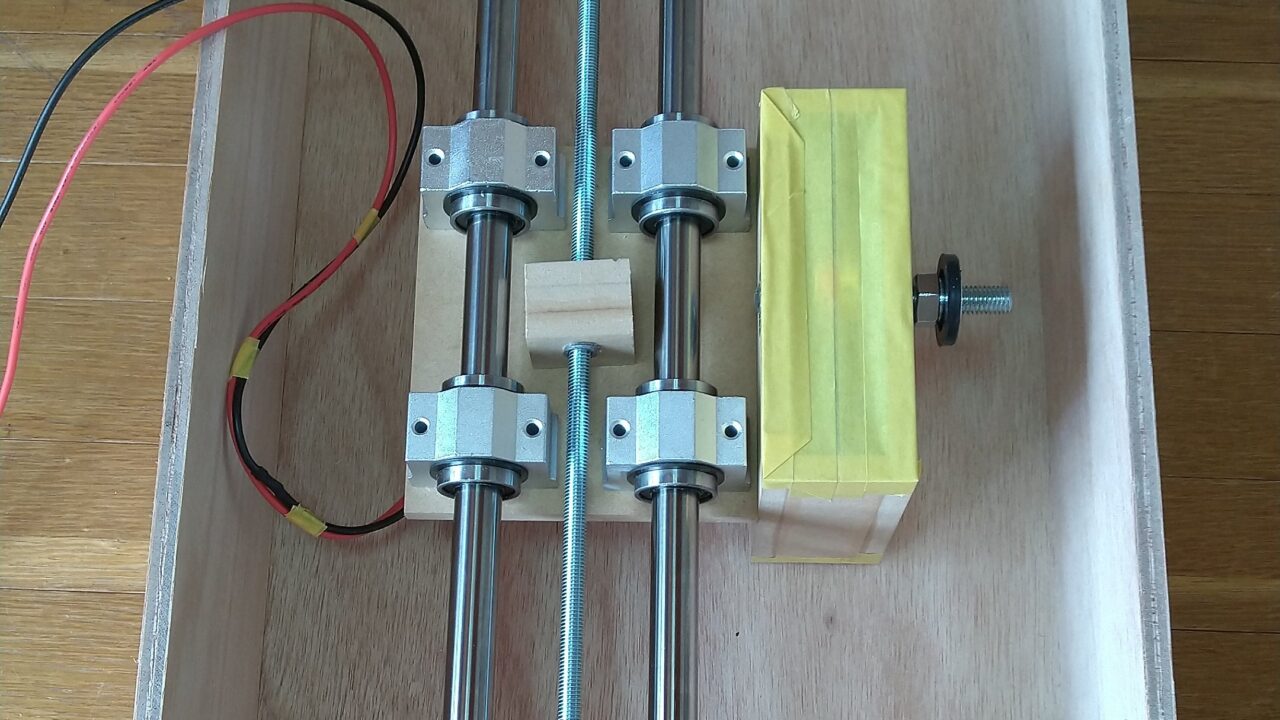
まずは、筐体にパイプを通して、丸鋸本体を取り付けます(下画像)。
(※全長910mmへの拡張の可能性も見越して、パイプなどは91cmで使用しています。)

次に、MDFのブロックを作製・穴あけ加工して、
鬼目ナットM8を埋め込みます(下画像)。

その後、長ねじM8をベアリングに通し、
丸鋸本体にMDFブロックを接着します(下画像)。
長ねじにはテープを貼っておきます(下画像)。
より滑らかな昇降になるように細工を施しておきます。
最後に、モーターの電線がある側面にφ9の穴をあけたら完了です。
次回
以上でミニパネルソー作製その②を終了します。
今回の加工で、内部構造に関する加工が完了したので、
次回は天板部分の加工から見ていきます。




