市販の丸鋸で木材を切断しているとき、
「騒音が大きい」と感じることはありますか?
本記事では、騒音を抑えたテーブルソー用の丸鋸を
自作する方法を解説しています。
「騒音を抑えて木材を切断したい」という方は、
是非本記事をご覧ください。
前回の記事では、ミニテーブルソーの作製を行い
「電気系統の加工」まで完了しました。
詳しくは以下の記事をご覧ください。

今回は、「天板まわり」の加工を行って、
作品を完成させていきたいと思います。
本製作で行った「工程・寸法」、「材料」などは記事に載しています。
画像を踏まえて解説していますので、自作を検討される方は参考にしてみてください。
天板加工
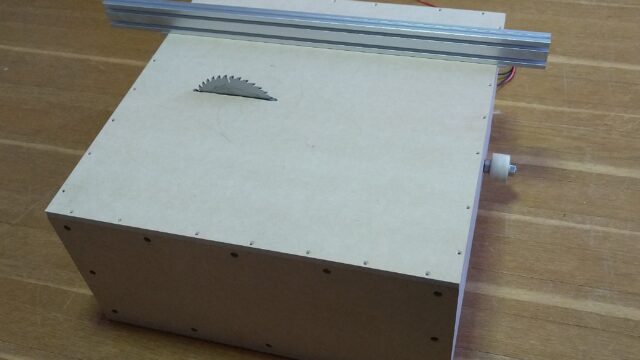
まずは、天板の加工を行っていきます。
(※天板の開閉を阻害するため、鋸刃を一旦外しておきます。)
[使用した材]
[直角ガイド用]
㊸ アルミフレーム :「2040、450mm」 1本
㊹ tナット :「M4」 12個
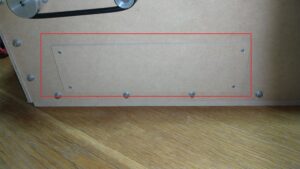
まずは、アルミフレーム取付穴をあけます。(下画像赤枠部分)

その後、天板に蝶番を取り付けて(下画像参照)、
鋸刃を装着し、天板に切り込みを入れます。

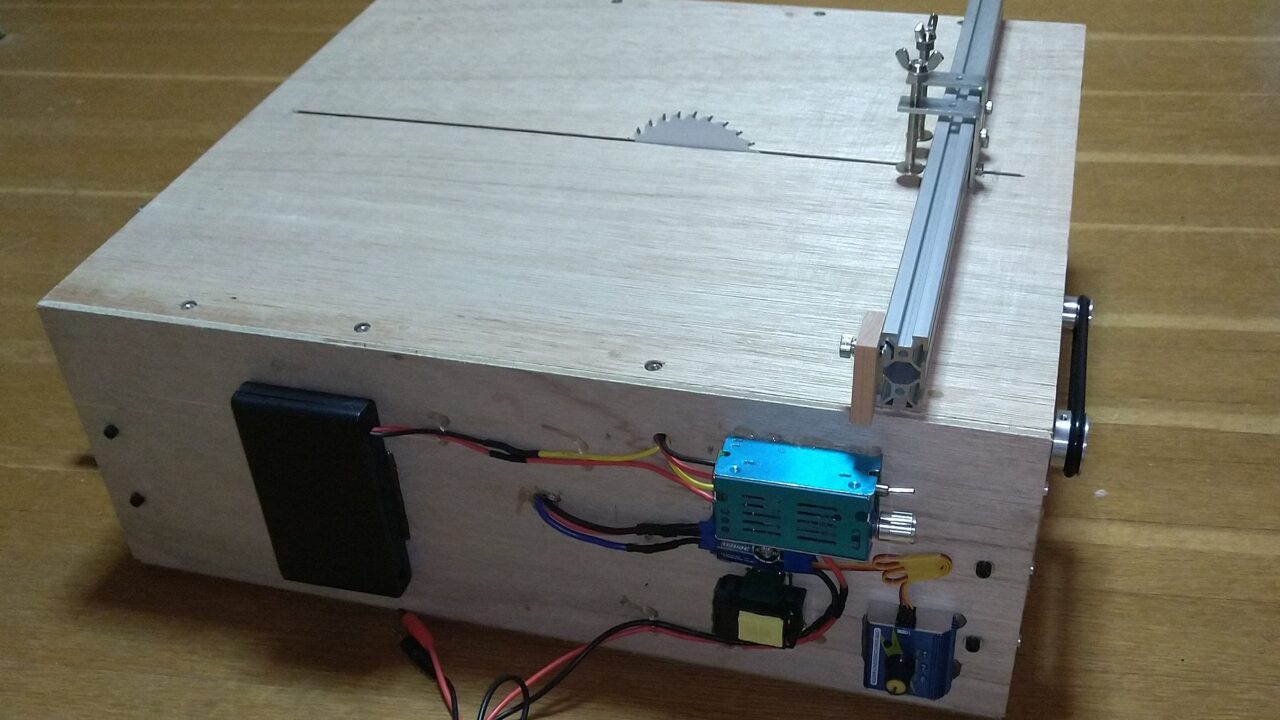
最後に、㊸アルミフレームを天板に固定して、
材を試し切りをして、直角の調整を行います。
(※鋸刃がフレームに接触しないように、材を挟み込んでおきます)
フレームの位置が決定したら、鋸刃で切り込みをいれます。
※切り込みの幅を広くしておく
⇒ 天板とチップの摩擦による騒音発生を防ぐ
仕上げに、ステンレスパイプのストッパーとして
板をビスで固定しておきます(下画像)。
直角ガイドの導入
ここからは、直角ガイドの機能付与を行っていきます。
「材押えのクランプ」や「ストッパー」を導入していきます。
[使用した材]
[クランプ用]
㊺ L型金具 : 2個
㊻ アジャスターボルト :「M6、長さ60mm」 2個
㊼ tナット :「M4、2020用」 4個
まずは、㊺L字金具にM6のタップを立てます。
(下穴として5mmの穴をあけておきます。)
その後、㊻アジャスターボルトを通してから、
㊼tナットを介してアルミフレームに取り付けます(下画像)。

アジャスターボルトは、「平たく・面積が大きい」形状のため、
材の固定に向いています。
[使用した材]
[ストッパー用]
㊽ 木片9mm :「30mm × 40mm」 1枚
㊾ tナット :「M4、2020用」 1個
㊿ ローレットボルト:「M4、長さ15mm」 1個
続いて、㊽MDFにボルト用の取付穴(φ6)をあけて、
㊾tナットと㊿ローレットボルトを介して、
アルミフレームに取り付けます(下画像)。

性能試験
最後に、本作品の性能をみていきます。
これは、丸鋸を筐体に装着した状態での測定結果です。
[静音性能]
12V : [0m, 83dB / 1m, 68dB]
[振動性能]
12V(3960rpm) : [0m, 3.8 / 1m, 1.1 ]
[切削性能]
切削高さ:22mm
切削長さ:31cm
使用した感想
本作品は、初めてブラシレスDCモーターを採用しました。
実際に、ブラシレスDCモーターを使用した感想を、
「利点 / 欠点」として、以下に5点挙げます。
[利点]
・トルクが圧倒的であり、容易には回転数が低下しない
⇒ 自動切断の送り速度を大きくできる
・ブレーキ機能が付属しており、安心である
⇒ 鋸刃の回転が瞬時に停止する
・丸鋸の小型化が可能
⇒ 筐体の中心に鋸刃を配置できる
[欠点]
・騒音がやや大きい(70dB程度)
⇒ ブラシレスDCモーター特有の高い音が発生する
・丸鋸の回転を止めるとコントローラーの調整が入る
⇒ 連続切断のテンポが悪くなる
また、本作品の改善点を以下に2点あげます。
・直角ガイドの角度調整がやりにくい
⇒ 角度を微調整する仕組みが必要
・筐体の全長が510mmであり、中途半端
⇒ 600mmであれば、材を購入した状態で使用可能
⇒ 450mmの長さの材も、方法次第では切断可能になる
・丸鋸本体の木屑排出の溝が小さい
⇒ 鋸刃の回転の勢いで、木屑が下から舞い上がってくる
以前に、丸鋸用のシャフトを作製したおかげで、
振動の発生は4000rpm付近でも十分に抑制できました。
後は、ブラシレスモーター特有の高い音を克服できれば、
静音性のある電動工具が完成できそうです。